







Два процесса настройки с пальцевой кареткой
Два процесса настройки с пальцевой кареткой играют ключевую роль в обеспечении эффективной и точной работы профилегибочного оборудования. Они позволяют достичь оптимальных параметров гибки, минимизировать брак и увеличить производительность. Эти процессы включают в себя калибровку оборудования и тонкую настройку параметров гибки.
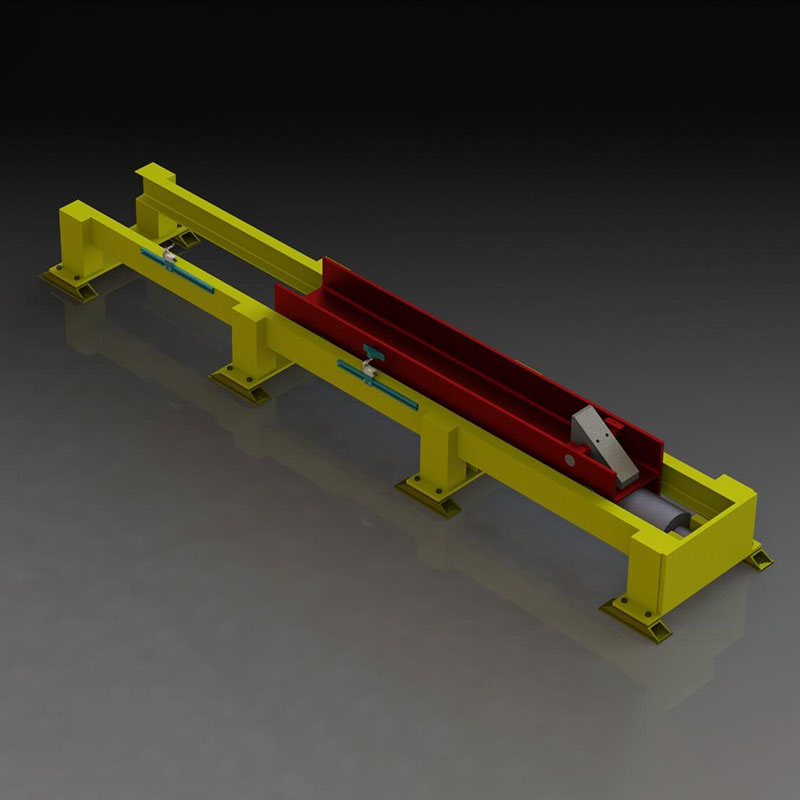
Что такое пальцевая каретка и зачем она нужна?
Пальцевая каретка – это важный элемент профилегибочного оборудования, который обеспечивает поддержку и направление профиля в процессе гибки. Она состоит из нескольких пальцев, которые могут быть настроены для работы с профилями различной формы и размера. Правильная настройка пальцевой каретки позволяет избежать деформации профиля, обеспечить равномерный изгиб и повысить точность готового изделия.
Первый процесс: Калибровка оборудования
Калибровка оборудования – это первый и самый важный этап настройки профилегибочного оборудования с пальцевой кареткой. Она включает в себя следующие шаги:
1. Проверка геометрии оборудования
Необходимо убедиться, что все элементы оборудования, включая станину, валы и пальцевую каретку, находятся в правильном положении и не имеют дефектов. Используйте высокоточные инструменты, такие как лазерный нивелир или измерительный микроскоп.
2. Настройка положения валов
Валы должны быть расположены параллельно друг другу и перпендикулярно направлению движения профиля. Неправильное положение валов может привести к неравномерному изгибу и деформации профиля.
3. Настройка положения пальцевой каретки
Пальцевая каретка должна быть расположена таким образом, чтобы пальцы равномерно поддерживали профиль по всей длине изгиба. Важно обеспечить правильный зазор между пальцами и профилем, чтобы избежать его повреждения.
Второй процесс: Тонкая настройка параметров гибки
После калибровки оборудования необходимо выполнить тонкую настройку параметров гибки. Этот процесс включает в себя следующие шаги:
1. Выбор оптимального радиуса гибки
Радиус гибки должен соответствовать требованиям чертежа и свойствам материала профиля. Слишком маленький радиус может привести к образованию трещин и деформации профиля. Слишком большой радиус – к неточному изгибу.
2. Регулировка скорости гибки
Скорость гибки должна быть оптимальной для данного типа профиля и радиуса изгиба. Слишком высокая скорость может привести к деформации профиля, а слишком низкая – к снижению производительности.
3. Настройка усилия прижима пальцев
Усилие прижима пальцев должно быть достаточным для обеспечения надежной поддержки профиля, но не чрезмерным, чтобы не повредить его поверхность. Это особенно важно для профилей с тонкой стенкой.
4. Тестовая гибка и корректировка параметров
После выполнения всех настроек необходимо выполнить тестовую гибку и проверить соответствие полученного профиля требованиям чертежа. При необходимости следует внести корректировки в параметры гибки.
Примеры и шаблоны
В качестве примера можно привести настройку профилегибочного оборудования для гибки алюминиевого профиля сложной формы. Для этого необходимо использовать специальные пальцы с контурной поверхностью, которые точно соответствуют форме профиля. Кроме того, необходимо тщательно настроить усилие прижима пальцев, чтобы избежать деформации профиля.
Шаблон настройки можно представить в виде таблицы, в которой указаны значения всех параметров гибки для различных типов профилей и радиусов изгиба.
| Тип профиля | Радиус изгиба (мм) | Скорость гибки (м/мин) | Усилие прижима пальцев (Н) |
|---|---|---|---|
| Квадратный профиль (20x20 мм) | 100 | 2 | 50 |
| Круглый профиль (?25 мм) | 150 | 2.5 | 60 |
| Уголок (30x30x3 мм) | 80 | 1.5 | 40 |
Советы и рекомендации
- Регулярно проводите калибровку оборудования, чтобы обеспечить точность и надежность его работы.
- Используйте качественные инструменты и приспособления для настройки оборудования.
- Тщательно изучите свойства материала профиля перед началом гибки.
- Не торопитесь при настройке параметров гибки. Лучше потратить больше времени на настройку, чем получить брак.
- Если у вас возникли вопросы или проблемы при настройке оборудования, обратитесь к специалистам ООО Сиань Бокенте Строительных Материалов Технология.
Распространенные ошибки и как их избежать
- Неправильная калибровка оборудования. Это может привести к неточному изгибу и деформации профиля.
- Неправильный выбор радиуса гибки. Это может привести к образованию трещин и деформации профиля.
- Слишком высокая скорость гибки. Это может привести к деформации профиля.
- Чрезмерное усилие прижима пальцев. Это может повредить поверхность профиля.
Заключение
Два процесса настройки с пальцевой кареткой – это важный этап в производстве гнутых профилей. Правильная настройка оборудования позволяет обеспечить точность, качество и производительность гибки. Следуйте нашим советам и рекомендациям, и вы сможете избежать распространенных ошибок и получить отличные результаты.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 BBTSD01 Однослойное сушильное оборудование
BBTSD01 Однослойное сушильное оборудование -
 Мельница мокрого помола PM 200
Мельница мокрого помола PM 200 -
 Цепные питатели TCNL 1045
Цепные питатели TCNL 1045 -
 Процесс прямой настройки
Процесс прямой настройки -
 Ленточные питатели TCNB 1200
Ленточные питатели TCNB 1200 -
 Газовая система сжигания, Газовые горелки
Газовая система сжигания, Газовые горелки -
 Гидравлический пресс
Гидравлический пресс -
 Миксер с фронтальной решеткой JH-650
Миксер с фронтальной решеткой JH-650 -
 Монтаж и наладка, управление производством
Монтаж и наладка, управление производством -
 Миксер с фронтальной решеткой JH-750
Миксер с фронтальной решеткой JH-750 -
 Валковая мельница+Высокоскоростная валковая дробилка GS1210
Валковая мельница+Высокоскоростная валковая дробилка GS1210 -
 Дробилка валковая двухзубчатая TRA-600×1400
Дробилка валковая двухзубчатая TRA-600×1400
Связанный поиск
Связанный поиск- Поставщики кирпича экструдер из Китая
- Китайский производитель двухвалковой дробилки
- лопастной смеситель с двумя валами
- Купить производителя прочного горного оборудования
- Полностью автоматическая машина для изготовления блоков
- Поставщики обожженных в печи глиняных кирпичей из Китая
- Воздуходувка горячего воздуха
- Производители оборудования для туннельных печей в Китае
- Поставщики вакуумных сушильных камер из Китая
- Производитель долговечной валковой дробилки